Optical filter for machine view
Typical benefits using Machine Vision Filters
1. Color recognition and separation of subject matter.
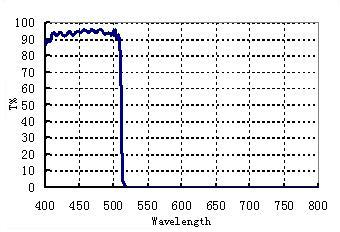
2. Suppress the strong blue "spike" of standard white LED and metal halide lighting.
3. Improve lens resolution and contrast by reducing the color range being imaged.
4. Eliminate glare.
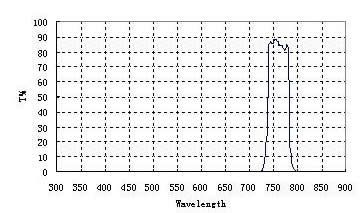
5. Test the effects of Infrared light... see what our eyes can’t.
6. Enhance contrast for improved viewing of desired features.
7. Test LED colors without the expense and lead time of the lighting.
8. Radiation and temperature IR blocking with short pass filters to see and measure different temperatures of hot material.
Applications: all kinds of surveillance equipment, ccd camera, automatic measurement imaging optical system.